K Effective
Well-known Member
I bought a Gorton brand vertical milling machine at an auction and am having an issue. The Gorton #8.5 has a Brown and Sharpe #9 taper in the spindle. This machine came with the Gorton proprietary collet adapter installed, so B&S#9 to ZZ collets. The ZZ are quite hard to find and expensive.
I can get a full set of B&S#9 collets and just remove the adapter for under $300, or seek to have the spindle reground to something more modern, like a R8.
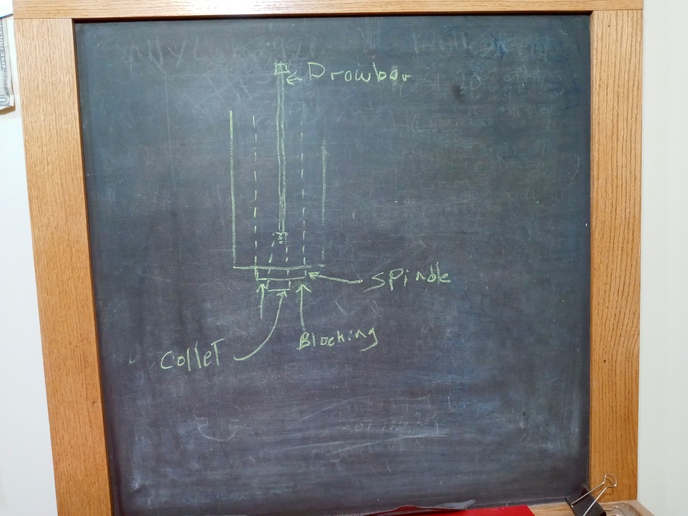
But first, I cannot get the adapter out of the spindle. The drawbar top end is half-inch square male, with a larger threaded cap that fits over it- (it looks like a 3/4" socket with the half inch male of the drawbar coming out of the drive hole.)
I examined the socket closely, and saw that it was marked LEFT HAND, and threaded onto the top of the spindle. Soaked with Kroil, I was unsuccessful in removing the socket with channel-locks, pipe wrenches of vice grips. I finally heated it carefully, trying not to heat the top of the spindle itself. This got it loose, and when turned off, I was able to turn the square drive of the drawbar and unthread it from the adapter.
I tried to tap down on the drawbar while loosely threaded into the adapter, but the adapter is not budging from the bottom of the spindle. More Kroil soaking, but no help. The last half inch of threads on the drawbar are pretty buggered up already, I don't want to destroy them if possible. I also don't want to drop a rod down from the top of the spindle and bang on it, lest I mushroom it out and get it stuck in there, too.
This may have been some drawbar driven by an aftermarket air or electric system, but I really see no evidence of such a driver.
I could clean and lube and reinstall the parts, then turn the square drive to screw thread the adapter out, or possibly get a ball-joint fork between the adapter and the bottom of the spindle. Or, a steel rod or brass rod from the top and hammer. Heat seems like a bad idea...
I can get a full set of B&S#9 collets and just remove the adapter for under $300, or seek to have the spindle reground to something more modern, like a R8.
But first, I cannot get the adapter out of the spindle. The drawbar top end is half-inch square male, with a larger threaded cap that fits over it- (it looks like a 3/4" socket with the half inch male of the drawbar coming out of the drive hole.)
I examined the socket closely, and saw that it was marked LEFT HAND, and threaded onto the top of the spindle. Soaked with Kroil, I was unsuccessful in removing the socket with channel-locks, pipe wrenches of vice grips. I finally heated it carefully, trying not to heat the top of the spindle itself. This got it loose, and when turned off, I was able to turn the square drive of the drawbar and unthread it from the adapter.
I tried to tap down on the drawbar while loosely threaded into the adapter, but the adapter is not budging from the bottom of the spindle. More Kroil soaking, but no help. The last half inch of threads on the drawbar are pretty buggered up already, I don't want to destroy them if possible. I also don't want to drop a rod down from the top of the spindle and bang on it, lest I mushroom it out and get it stuck in there, too.
This may have been some drawbar driven by an aftermarket air or electric system, but I really see no evidence of such a driver.
I could clean and lube and reinstall the parts, then turn the square drive to screw thread the adapter out, or possibly get a ball-joint fork between the adapter and the bottom of the spindle. Or, a steel rod or brass rod from the top and hammer. Heat seems like a bad idea...